In the high-stakes world of modern warehousing and e-commerce fulfillment, speed and precision are non-negotiable. As online order volumes grow and delivery expectations tighten, businesses are under more pressure than ever to move goods accurately and efficiently through their facilities. This is where sortation systems come into play.
Sortation systems are the silent workhorses of distribution centers—automated solutions that identify, classify, and route products to their appropriate destinations. By integrating technologies like barcode scanning, RFID, conveyor diverters, and advanced software, these systems streamline warehouse operations, minimize manual handling, and accelerate throughput.
Whether you’re exploring ways to reduce labor costs, improve order accuracy, or future-proof your operations, understanding how sortation systems work is key. In this guide, we’ll break down what a sortation system is, highlight its core functions, and compare the different types available—giving you the insights needed to make informed decisions for your warehouse automation strategy.
Let’s dive in.
Core Functions of Sortation Systems

To achieve optimal efficiency, sortation systems incorporate several key components and advanced features designed to streamline operations:

Automated Sorting
Sortation systems use scanners and diverters to automatically identify items by barcode or RFID and route them onto the correct conveyor or chute. This automated sorting dramatically reduces the need for employees to manually read labels and move items, which in turn reduces errors and workplace strain.
Faster Order Fulfillment
By rapidly automating item sorting, sortation systems significantly shorten processing times, enabling quicker order fulfillment and reduced bottlenecks, even during peak demand. This efficiency helps businesses consistently meet tight shipping deadlines and service level agreements.
Minimizing Sortation Delays
Sortation systems reduce operational slowdowns and bottlenecks through intelligent controls and accumulation zones that prevent conveyor jams and balance loads. This ensures a continuous, efficient flow of goods, minimizing delays and enhancing overall warehouse throughput.
Types of Sortation Systems
Sortation systems come in various forms to suit different operational needs. Broadly, they can be categorized into conveyor sortation systems and automated sorters (including other mechanized or light-directed sorting methods).
Below, we explain these types and some common examples of each.
Conveyor Sortation Systems
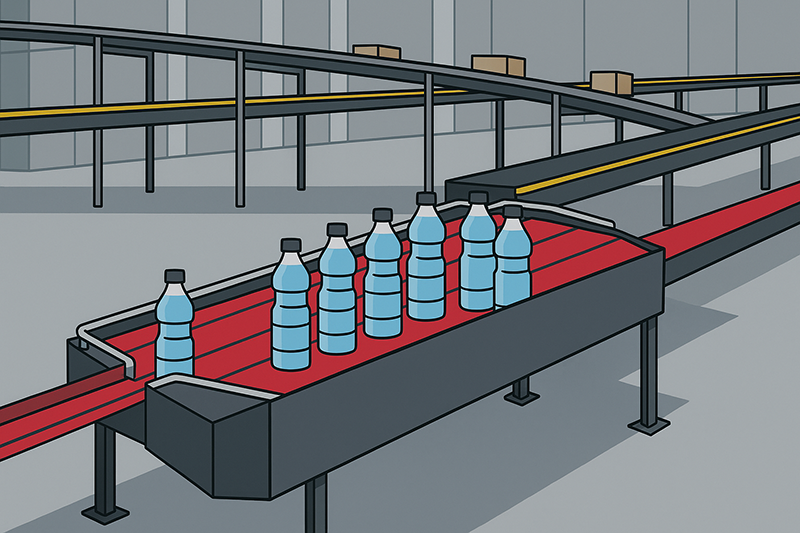
Conveyor sortation systems use networks of conveyors equipped with sorting mechanisms to transport and direct items to the correct locations.
In these systems, items typically move along conveyor belts or rollers and are automatically diverted at junctions toward their destinations. These systems often start with induction conveyors (where items are placed onto the system) and include merge points, diverters, and discharge lanes.
Conveyor sortation is ideal for high-volume operations because it provides a continuous flow and can integrate with scanners and other automation easily.
Within conveyor sortation systems, there are specialized conveyor types that perform different roles:
Gravity Roller Conveyor
A gravity roller conveyor is a simple, non-powered conveyor that uses gravity (a slight incline) or manual push to move items. It consists of a series of rollers mounted in a frame. While gravity conveyors themselves are not automated (since they have no motor), they often serve as part of a sortation setup for areas where items can roll to another line or slow down accumulation. They’re low-cost, reliable, and easy to maintain. Gravity roller conveyors are best for gently accumulating items or as a fail-safe overflow lane.
For more on transport conveyors like gravity rollers, see our sortation conveyors page.
Accumulation Conveyor
An accumulation conveyor is a powered conveyor designed to hold items in queue without touching until downstream processes are ready. Sensors control conveyor zones, ensuring gaps between packages. In a sortation system, accumulation conveyors are crucial for preventing backups. By incorporating accumulation conveyors, a sortation system can effectively buffer and regulate product flow, which minimizes jams and delays.
Learn more about accumulation conveyor solutions on our accumulation conveyors page.
Automated Sorters
Automated sorters refer to sorting systems that might not rely entirely on standard conveyor belts, instead using dedicated machinery or technology to sort items.
These systems enhance or replace traditional conveyor sortation when more specialized sorting is required. Automated sortation systems often handle tasks like sorting items into dozens of order bins or directing parcels in a courier hub. They can work in tandem with conveyors or independently.
One common type of automated sorter is the shoe sorter.
Shoe Sorters Explained
A shoe sorter (also known as a sliding shoe sorter) is a high-speed sortation conveyor mechanism. It consists of a long conveyor with dozens of “shoes” – slats or paddles – that slide laterally across the conveyor surface. As an item travels down the conveyor, the system’s control software times the movement of these shoes to gently push the item off the main belt onto a spur or chute leading to a specific location. This method gently sorts items, ideal for fragile goods. Shoe sorters do require a significant conveyor footprint and investment, but they excel at reducing manual sorting labor and error.

Pick-to-Light Systems
While not a conveyor or mechanical sorter, pick-to-light is a popular semi-automated sorting method used especially in order fulfillment. A pick-to-light system uses light indicators (usually LED lights and digital displays) at storage locations or sorting bins to direct workers to pick or place items. Here’s how it works: when a batch of products needs to be sorted to orders, each destination bin has a light that illuminates and shows a number indicating how many of that item to place there. The operator simply follows the lights to distribute items correctly. Pick-to-light is especially effective in environments like e-commerce fulfillment where a single batch of picked items must be separated into many orders.
Other advanced automated sorters (tilt-tray, cross-belt, pusher sorters, and robots) each fit different scenarios based on item size and throughput.
Advanced Technologies in Sortation Systems

Modern sortation systems leverage advanced technologies to improve speed, accuracy, and flexibility. Here are a few key technologies commonly integrated into sortation systems:
RFID Technology in Sortation: Radio-frequency identification (RFID) is used in sortation systems to identify items without needing a direct line-of-sight scan. RFID tags on products or packages can be read instantly by an RFID reader as they move on a conveyor or past a gate. This technology can greatly speed up the identification process compared to manual barcode scanning. Integrating RFID into sortation requires the infrastructure (readers, antennas) and proper software integration with the warehouse management system (WMS) so that the tag data is linked to order info. When done right, RFID-enabled sortation can boost throughput and reduce manual barcode scanning labor.
Barcode Scanning Integration: Despite the rise of RFID, barcode scanning remains a cornerstone technology in sortation systems. Virtually every sortation line includes barcode readers (either laser scanners or camera-based image scanners) positioned at key points. Typically, when an item enters the sortation system (for example, on an induction conveyor), a barcode scanner will automatically read the shipping label or product code on the item. This scanned data is then used by the sortation software to determine the item’s destination. Barcode scanning is highly reliable and cost-effective.
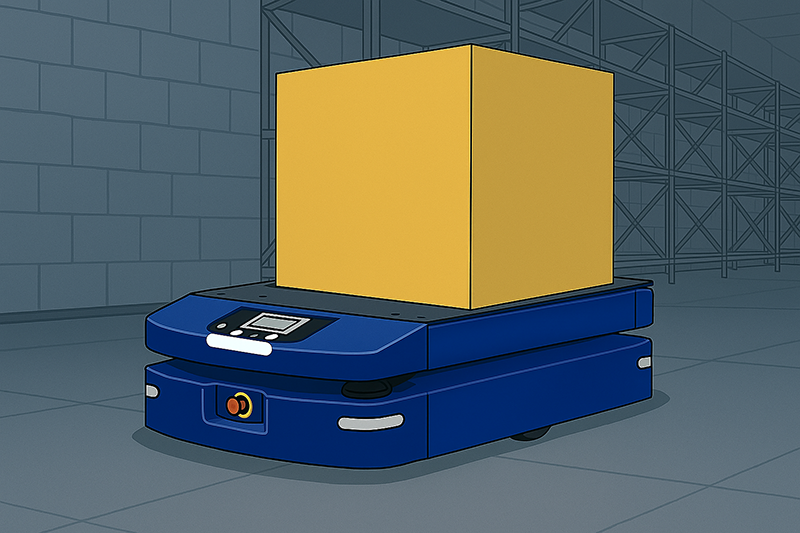
Automated Guided Vehicles (AGVs)
While conveyors are fixed systems moving items along set paths, Automated Guided Vehicles (AGVs) introduce mobility into sortation and transport. AGVs are essentially robots (like robotic carts or forklifts) that can navigate through the warehouse carrying goods. In the context of sortation, AGVs can perform roles that traditional conveyor systems do. For example, an AGV might carry totes of sorted items from one area to another, or it might itself act as a sorter by traveling to various pick-up and drop-off points. Some modern sortation solutions involve fleets of small AGVs or AMRs (Autonomous Mobile Robots) that each take a package and travel to drop it in the correct bin or route.
These advanced technologies often work together with the core mechanical system. A state-of-the-art sortation system might use barcode scanners and RFID for identification, conveyors and diverters for moving items in main lanes, and AGVs or robotic arms for handling special routing or connecting different zones. The result is a highly automated, integrated solution where digital data flows seamlessly with physical goods movement. This level of automation not only speeds up processing but also enhances accuracy and safety.
Common Challenges and Solutions
Even with the best technology, warehouses can face challenges when implementing or operating sortation systems. Two common issues are sortation delays and system downtime, but with proper design and practices, these can be mitigated.
What is a Sortation Delay? A sortation delay refers to a situation where shipments or items are held up in the sorting process, causing late deliveries or process bottlenecks. This term often pops up in distribution when a package misses its scheduled dispatch because it got “stuck” during sorting. Sortation delays can occur for various reasons. For instance, if an automated sorter is overwhelmed by volume above its capacity, items will start queueing up (leading to delays in getting them out).

Mechanical issues can also cause delays – a conveyor belt breakdown or a sensor failure might halt the line until resolved. Human factors play a role too; if there’s a manual induction that can’t keep up, the whole system slows.
The impact of sortation delays is significant: customers might receive orders late, perishable goods could spoil, and in a high-volume operation, a delay in one area cascades into backlogs elsewhere. From a labor perspective, when a delay happens, sometimes workers have to scramble to sort things manually or work overtime to catch up, which increases costs and the chance of errors. In essence, a sortation delay is any avoidable hold-up in the automated flow of goods that prevents the warehouse from operating at peak efficiency.
To prevent sortation delays, it’s crucial to have an effective system design and good operational practices. One key solution is proper capacity planning and system scaling. The sortation system should be specified to handle peak volumes (not just average), with some buffer. This might mean using faster conveyors, adding more sortation lanes, or deploying additional sorting robots during peaks.
Another solution is incorporating accumulation and surge buffers – as mentioned, accumulation conveyors or holding areas can absorb temporary overloads so that upstream processes don’t grind to a halt.
Regular maintenance and quick response to issues are also vital: scheduled maintenance can prevent unexpected breakdowns, and having technicians on standby ensures any jam or fault is cleared fast before it causes a pile-up. Intelligent control software can further minimize delays by dynamically rerouting items if one lane is backed up (for example, if chute #5 is full, the system might temporarily redirect items to an alternate chute that leads to the same zone).
Training staff is part of the solution as well; operators should know how to safely clear jams and how to respond to system alerts promptly. Safety considerations tie in here because many delays come from accidents or safety stoppages – ensuring the system is safe and workers follow procedures (like using lockout/tagout as required during maintenance) will reduce unexpected downtime.
In summary, minimizing sortation delays comes down to using the right equipment, planning for the worst-case scenarios, and maintaining both the technology and the human processes around it. With an effective system in place, many warehouses find that delays due to sorting become rare – the automation keeps everything on schedule unless an extraordinary event occurs.
By addressing these challenges proactively, warehouses can keep their sortation operations smooth. As a result, they avoid costly shipping delays and maintain high customer satisfaction.
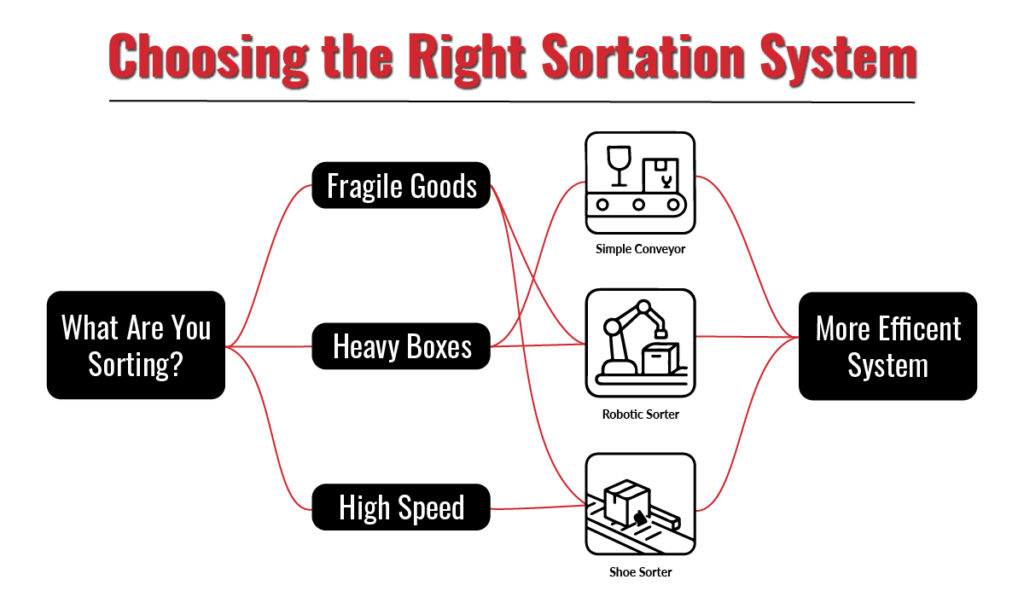
Choosing the Right Sortation System
Selecting the appropriate sortation system for your warehouse is a critical decision that depends on several factors. Not every operation will need the most high-end sorter; conversely, a growing e-commerce facility might quickly outgrow a basic setup.
Here we discuss some considerations for effective implementation and how to ensure your system is scalable and future-proof.
Considerations for Effective Implementation: Start by evaluating the nature of the products you handle and your operational requirements. Key considerations include:
Item Characteristics
Evaluate item sizes, weights, shapes, and fragility. Choose a sorter accordingly—gentle handling for fragile goods or heavy-duty conveyors for substantial items.
Throughput Needs
Evaluate item sizes, weights, shapes, and fragility. Choose a sorter accordingly—gentle handling for fragile goods or heavy-duty conveyors for substantial items.
Number of Sort Destinations
Consider how many output lanes or bins your operation requires. More destinations typically mean a more sophisticated sortation system.
Facility Layout and Space
Match sorter footprint to available facility space. Conveyors require linear room; looped or robotic systems offer compact or flexible space use. Plan for installation, maintenance, and ancillary equipment access.
Integration
Determine compatibility with existing conveyors or warehouse management software. Ensure your sorter seamlessly integrates for efficient data flow and operational continuity.

Budget and ROI
Analyze initial costs versus long-term returns. Modular, expandable systems might be preferable to single, costly investments. Plan carefully for implementation timing, operational disruption, and expert support during installation.
It’s often recommended to work with experienced system integrators or consultants who can analyze your specific workflows. They can help identify where a sortation system will have the most impact and recommend the type that fits your scenario.
Scalability and Future-Proofing Your System: Warehousing needs can change rapidly – volumes can spike, product lines can diversify, and new technologies emerge. A sortation system is a significant investment, so you want to ensure it won’t become obsolete or insufficient in a few years. Scalability is key. This means the system should handle not only your current load but also have the ability to expand or ramp up as your business grows.


There are several ways to achieve scalability:
Modular design: Many modern sortation solutions are modular, allowing additional sections or units to be added. For instance, if you start with 20 divert lanes on a sorter but later need 30, the design might allow adding those extra lanes without a complete overhaul. If using robotic sorters or AGVs, scalability could be as simple as adding more robots to the fleet when needed.
Compatibility with new technology: Choose systems from reputable manufacturers who provide updates and have a roadmap for new features. For example, ensure the control software can handle more data or integrate AI optimization in the future, or that the system has I/O and network capabilities to plug in new sensors or devices.
Flexibility: A system that can only sort boxes of a very specific size might be risky if your packaging changes – instead, find a system with a broad range or easily adjustable parameters. If your business might enter new markets (say B2C vs B2B shipments), think about whether the sorter can handle small individual parcels as well as bulk cartons.
Future-proofing also involves thinking about maintenance and support. Ensure spare parts will be available for years to come and that the vendor or an in-house team can support the system. Some companies opt for slightly less cutting-edge tech if it’s known to be reliable and easier to fix, versus a bleeding-edge system that could have unknown longevity.

Moreover, consider energy efficiency and operating cost – a system that’s cheaper to run will remain beneficial as electricity or labor costs rise. For scalability, many warehouses are also exploring hybrid systems: you might initially automate the high-volume part of sorting and leave a portion manual, with a plan to automate that portion later as ROI is proven.
Another crucial future-proofing angle is compliance and safety – regulations (like OSHA standards) can evolve, and technology that is adaptable to new safety requirements or that can be easily upgraded with new safety components is important. For instance, if you anticipate increasing focus on ergonomics, you might invest in systems that minimize bending or allow easy adjustment for worker interfaces. Given the rapid development in warehouse tech, also ask the question: can the sortation system integrate with other automation like robotic picking arms or automated storage (AS/RS) if you add those later? Many modern systems are designed with open interfaces for this reason.
Ultimately, choosing a sortation system is not just picking equipment for today – it’s about envisioning your future operations. A good practice is to project your business needs 5-10 years out (as best as possible) and ensure the vendors propose solutions that can scale in capacity or be extended in functionality to meet those future states. This forward-thinking approach, combined with flexible, modular system design, will help ensure your investment remains valuable and that your sortation system grows alongside your business.
We offer guidance in system selection and can design future-proof systems tailored to your growth plans – see our conveyor system design services for more on how we approach scalable automation solutions.
Conclusion
A sortation system is more than just a series of conveyors and scanners—it’s a critical engine behind modern warehouse efficiency. By automatically identifying, routing, and organizing items within a facility, sortation systems reduce manual labor, accelerate order fulfillment, and help operations scale to meet growing demand.
Whether it’s a high-speed shoe sorter, a simple gravity roller, or an advanced RFID-integrated solution, every sortation system shares one goal: getting the right product to the right place at the right time. These systems are foundational in helping warehouses meet tight shipping deadlines, minimize errors, and maintain high customer satisfaction.
Understanding what a sortation system is—and how it works—is the first step in building a smarter, more agile operation. As warehousing needs evolve, investing in the right sortation technology ensures you’re equipped to handle today’s challenges and tomorrow’s growth with confidence.